
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
![]() Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Ремонт седел клапанов
Перед самой процедурой обработки седла желательно заменить или хотя бы отремонтировать направляющую втулку клапана. На нее будет опираться направляющая шарошек. После этого проходит обработка конусами (шарошками) — от малых углов к большим, если конкретные седла клапанов допускают это. Обработка проходит до увеличения ширины фаски до 2 мм для впускных клапанов и 2,5 мм для выпускных. После этого рабочая поверхность шлифуется до удаления возможных заусенцев. На этом непосредственно фрезеровка седел закончена.
Обязательная заключительная процедура — притирка клапанов. Она позволяет проверить, насколько точно прошла фрезеровка. Для выполнения притирки используется специальная абразивная паста с мелким зерном. Алмазные пасты не рекомендуются из-за содержащихся в них твердых частичек. Они могут в дальнейшем ускорить износ седел. Притирка происходит вращательными движениями клапана по седлу. При этом периодически поднимают и опускают клапан для того, чтобы выдавленная паста вновь попала на рабочую поверхность седла. Если через 1-2 минуты поверхность не притерлась, значит, фрезерование выполнено неудовлетворительно. Требуется повторная обработка.
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
![]()
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Узнайте о всех способах притирки клапанов.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Шарошки седел клапанов — инструмент для ремонта автомобиля
Существует такое приспособление, как шарошки седел клапанов. Если мы желаем, чтобы автомобиль служил нам долго и исправно, периодически придётся заниматься его ремонтом. Пока не появился вечный двигатель, и нет средства, которое полностью исключит разрушающую силу трения на детали, придётся время от времени доставать ящик с инструментами для ремонта.









Назначение и устройство шарошек для клапанов
Для тех автолюбителей, которые стараются выполнять любые ремонтные работы самостоятельно, классического набора автоинструментов будет катастрофически не хватать. Чтобы произвести демонтаж, установку или обработку некоторых элементов, следует обзавестись специальными приспособлениями.
Шарошки седел клапанов — один из таких инструментов, который имеет специфическое назначение и может быть использован лишь с целью ремонта головки двигателя внутреннего сгорания. Другое его название зенкер — это абразивные или резцовые насадки на электрические или механические инструменты, позволяющие производить обработку внутренних поверхностей металлических деталей.
Применительно к ремонту головок ДВС, шарошка выполняет одну очень важную функцию. Её задача заключается в придании правильной формы внутреннему диаметру седел, позволяющей обеспечить плотное закрывание тарелки клапана. Для газораспределительного механизма качество стыковки рабочей поверхности тарелки клапана и седла имеет огромное значение. Чем герметичнее происходит смыкание, тем выше степень компрессии (рабочего давления), что соответственно приводит к получению максимальной мощности и экономному расходованию топлива.
В результате длительной эксплуатации вибрация, перепады температур и образование нагара могут стать причиной, по которой клапан перестаёт плотно закрываться.
Специалисты советуют активно использовать приспособление в следующих случаях:
- Замена направляющих втулок клапана, седел или клапанов;
- обработка седел после притирки клапанов на станках;
- повреждение рабочей поверхности сёдел, когда их замена не проводится.
Шарошки-зенкеры — инструмент для настоящих мастеров
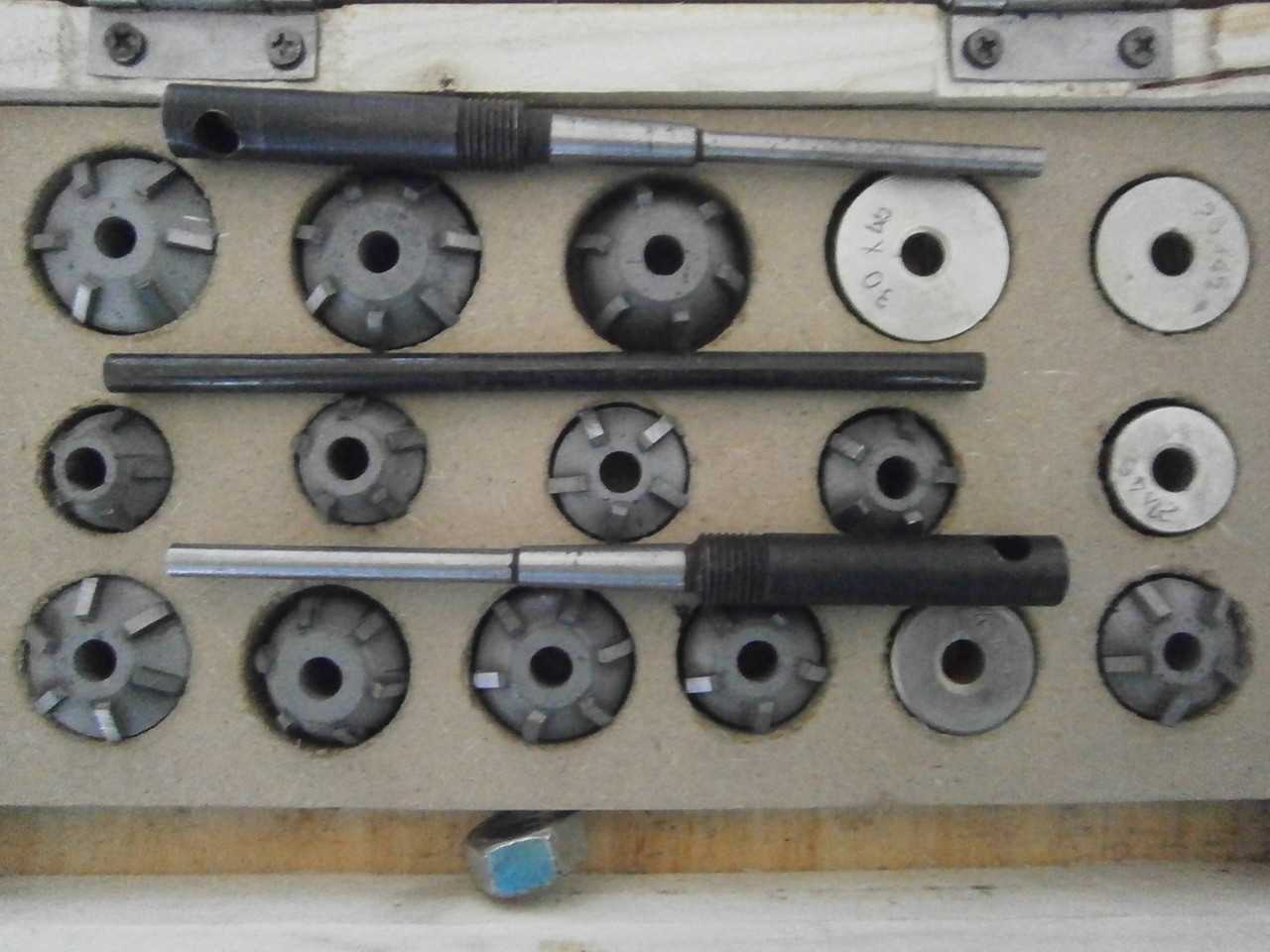
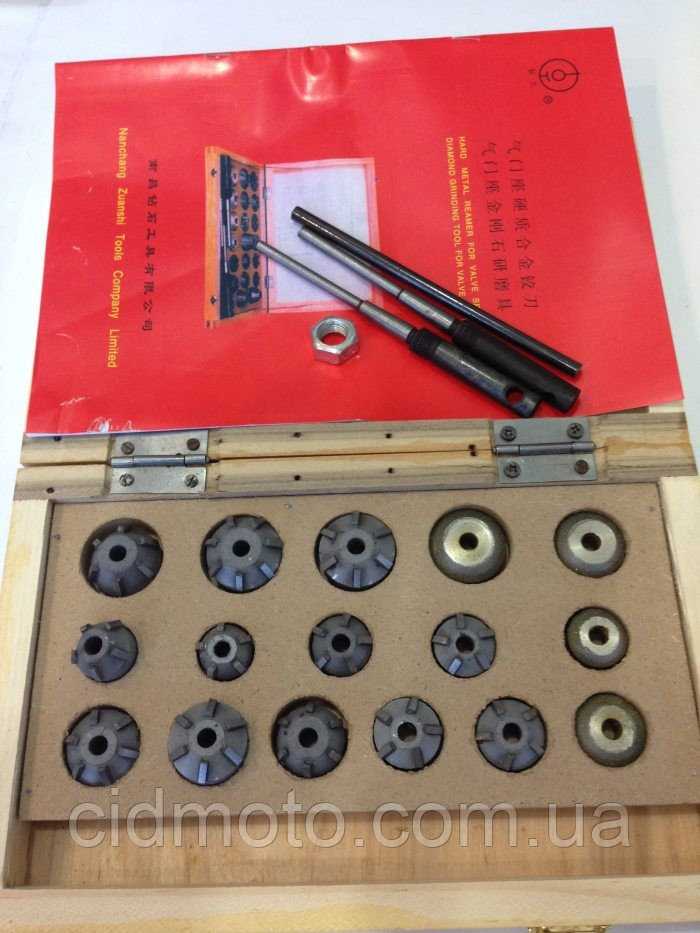
Шарошка для клапанов представляет собой небольшой металлический цилиндр со сквозным отверстием по оси и одной или двумя коническими поверхностями. Угол конуса может быть различным, но в наборах встречаются шарошки с углом 15, 30, 45 и 60 градусов. На конусе закрепляются резцы из прочной стали (ВК 4 или аналог).
Один и тот же набор шарошек можно использовать для ремонта двигателей автомобилей разных марок, независимо от диаметра тарелки клапана. Кроме этого, обязательно в работе должна присутствовать направляющая ось, которая обеспечит очень точную притирку.
Обработку седел и притирку клапанов лучше доверить специалисту, имеющему, кроме специального оборудования, необходимые навыки. Неумелое использование шарошки может привести к необходимости повторной замены сёдел, хотя ничего сложного в этой работе, на первый взгляд, нет.
Технология шарошения или зенкования седел клапанов
Ремонт головки двигателя автомобиля — очень ответственное мероприятие. Особенно это проявляется при необходимости использования такого инструмента, как шарошка. Поэтому при шарошении седел необходимо придерживаться определенного порядка технологических процедур.
- После того как выбран угол обработки седла, устанавливаются резцы на необходимый диаметр;
- шарошка устанавливается на направляющую соответствующего диаметра, которая вводится во втулку, прижимаясь резцами к седлу;
- вращательным движением производится притирка поверхности до образования ровного поля шириной около 1 мм.
Основная задача, которую выполняет шарошка — это начальная подготовка рабочей поверхности седла, после чего производится непосредственная притирка клапана к нему. Особенности конструкции двигателей могут потребовать обработки седел двумя или тремя зенковками с разным углом наклона резцов.
https://youtube.com/watch?v=Pz-U9KXDsEQ
https://youtube.com/watch?v=Mj91bAKy22M
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.![]()
-сварка клапана + выбивание
https://www.youtube.com/watch?v=mEe3wNJwuKQ










Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
https://youtube.com/watch?v=zeSLta3l_9M
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Шарошки по металлу — какие и для чего лучше
Очень часто при обработке металла необходимо тщательно доработать края заготовки. Конечно, в большинстве случаев можно просто обойтись обычным шлифовальным кругом по металлу и болгаркой, с их помощью получится шлифануть кромку металла и убрать лишнее. Но что делать, когда болгаркой не подлезть или нужно обработать фигурное отверстие. Для этой цели применяются шарошки.
![]()
Шарошки, их еще называют бор фрезы — это специальные насадки для шлифования металла и других материалов, применяются при работе дрелью, поэтому имеют шпильку для зажима в патроне дрели. Продаются чаще всего в комплекте, поскольку для точной обработки фигурных отверстий бывает недостаточно какой-либо одной шарошки, нужны разные размеры и форма. В комплекте будет 5-6 штук: конусные, цилиндрические разной длины и диаметра, круглые. Такое разнообразие позволит подобрать оптимальную для работы.
Бывают из металла
Сделаны такие из высокоуглеродистой стали, с их помощью удобно доводить фигурные отверстия, раззенковывать их, снимать металлическую стружку, оставшуюся после отрезки металла, делать края заготовки ровными и гладкими. Такие фрезы бывают 2 видов — с острыми режущими краями и выполненными в виде насечек (как у напильника) — рисунок вверху статьи.
Металлические фрезы бывают для дрели (когда размеры обрабатываемой детали немаленькие и точность не требуется) и для микро-дрели(гравера) — для точных работ, где размер детали невелик. Маленькими можно не только обрабатывать края заготовки, а также можно гравировать по поверхности металла(выгравировать номер чего-либо или сделать надпись).










![]()
Также бывают варианты, которые сделаны из твердого сплава ВК8 — для обработки твердых сталей. Они служат очень долго и практически не изнашиваются. Однако и стоимость их достаточно велика, в разы больше обычных бытовых комплектов бор фрез. Применяют их в основном на производстве, для дома такие шарошки ни к чему. Вот они. У нас такие заказывает завод обработки цветных металлов.
![]()
Абразивные
Бор-фрезы из абразива предназначены для обработки не только металла, а также пластика и любого вида камня (керамическая плитка, керамогранит, мрамор, кирпич, бетон и даже стекло). Работают данными шарошками дрелью, в комплекте идет 5 насадок разной формы, материал — абразив (электрокорунд).
Еще на заметку: Нужно большое отверстие в дереве? Балеринку по дереву пробовали?
![]()
Не так давно пришли к нам в магазин еще необычные варианты из стали Р6М5, советского производства — так их разобрали моментально. А я то думал, что они никому не нужны, оказывается, много народу у нас занимается обработкой металла ))
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
![]()
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
![]()
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.
Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем. Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ. Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.









Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр. Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях , постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Головка также имеет функцию клапанов корпуса, седел клапанов, направляющих клапанов, резьбовой опоры для свечей зажигания и форсунок форсунок. При размещении и формировании камеры сгорания голова — это та, которая получает наибольшее количество тепла, которое производит двигатель, поэтому в настоящее время оно производится из алюминия или чугунных сплавов. По мере увеличения эффективности двигателя и увеличения мощности двигателя головка насоса подвергалась еще более высоким давлениям, и, конечно, температура также увеличивалась.
Это делало использование вермикулярных отливок более частым. Однако алюминий стал основным композитом для производства головного мозга. Посмотрите на шесть камер сгорания. Оба блока и головка должны иметь идеально плоские посадочные поверхности. Головной узел на блоке выполнен на металлопластичном соединении. Соединение имеет монтажное положение, которое должно выполняться, но в целом они позволяют устанавливать только в одном положении, в дополнение к блоку, имеющему направляющий штифт для монтажа.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является , а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Заключение
Фрезерование седел клапанов и их притирка — работа несложная, но требующая высокой точности. Также для такого ремонта требуется специнструмент, которым является шарошка для седел клапанов. Если такая операция будет проводиться не часто, разумнее будет обратиться в автосервис.
Фаска клапана выполняется под углом 30 или 45 (фиг. При угле 30 несколько увеличивается площадь проходного сечения для газов при одинаковом перемещении клапана. Однако в этом случае плотность прилегания клапана к седлу и тепло-отвод от кромки ухудшаются; по этой причине фаска в 30 применяется только для впускных клапанов. Повышение износоустойчивости и противокоррозийности в некоторых конструкциях выпускных клапанов достигается покрытием фаски и головки со стороны камеры сгорания слоем стеллита толщиной 1 — 1 5 мм (фиг. Стеллит представляет собой очень твердый, антикоррозийный сплав кобальта, вольфрама, хрома и других элементов.
Фаску клапана смазывают пастой ГОИ или наждачной пастой. Для составления пасты обычный наждачный порошок размешивают в воде и дают ему отстояться в течение 10 мин.
На фаску клапана нанести небольшое количество притирочной пасты и быстро вращать клапан в разные стороны с легким нажимом.
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором. Биение стержня клапана не должно превышать 0 03 мм. Погнутость стержня устраняют правкой в холодном состоянии.
| Схема распределения потоков тепла в клапанах.| Прогоревшие выхлопные клапаны.| Схема действия сил на шток клапана. |
Неплотное прилегание фаски клапана к контактной поверхности седла очень опасно.
Нижняя поверхность фаски клапана на высоте, до 1 5 мм имеет угол наклона 45, совпадающий с углом наклона фаски седла. Верхняя часть фаски имеет угол наклона 43 1 — 5 и при посадке клапана на седло с ним не соприкасается. По мере отработки ресурса двигателя поверхность прилегания фаски клапана к седлу непрерывно увеличивается в результате износа седла и главным образом вследствие вытяжки головки и стержня клапана под нагрузкой. К исходу межремонтного срока клапан обычно прилегает к седлу всей поверхностью фаски. В дальнейшем нижняя кромка фаски клапана начинает отставать от седла, между ними образуется щель, и фаска, подвергаясь более интенсивному действию горячих газов, сравнительно быстро разрушается в результате перегрева и прогара вследствие ухудшения теплоотдачи в седло. Таким образом, дифференциальная фаска ускоряет приработку и обеспечивает герметичность посадки клапана и межремонтный ресурс. Повышение износостойкости деталей зависит не только от общей жесткости конструкции, но и от местной. Нагрузочная способность цилиндрических и конических колес тем выше, чем равномернее распределена нагрузка по длине зуба. Причинами неравномерности, кроме неточностей изготовления деталей передачи и сборки их, являются изгиб и кручение валов, деформация опор и корпусов. Изгиб валов вызывает перекос осей колес, вследствие чего возникает концентрация нагрузки у одного из краев зуба.










При ремонте фаски клапанов восстанавливаются наплавкой легированными сталями, сплавом Сормайт-I и другими твердыми сплавами.
При необходимости фаску клапана притирают к седлу в корпусе, а усилие сжатия пружины регулируют винтом. На правильно собранном насосе его шестерни должны свободно проворачиваться от руки. При монтаже на двигатель нижней крышки звездочек привода газораспределения с собранным масляным насосом шли-цевый валик ведущей шестерни устанавливают в любом положении. После окончательной сборки масляного насоса его проверяют на специальном стенде, используя велосит в качестве рабочей жидкости.
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.





