
Скачивание книги
После успешного прохождения платежа (любым способом) и возврата в магазин KrutilVertel с сайта платежной системы Вы попадаете на страницу успешной оплаты:
Купленная Вами книга будет находиться в Вашем личном кабинете, откуда ее всегда можно будет скачать.
Обратите внимание, что после совершения оплаты, Вам необходимо вернуться обратно с сайта платежной системы на сайт KrutilVertel. В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги
В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги.
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
Коленчатый вал
Коленчатый вал, соединенный с поршнем посредством шатуна, воспринимает действующие на поршень силы. На нем возникает вращающий момент, который затем передается на трансмиссию, а также используется для приведения в действие других механизмов и агрегатов. Под влиянием резко изменяющихся по величине и направлению сил инерции и давления газов коленчатый вал вращается неравномерно, испытывая крутильные колебания, подвергаясь скручиванию, изгибу, сжатию и растяжению, а также воспринимая тепловые нагрузки. Поэтому он должен обладать достаточной прочностью, жесткостью и износостойкостью при сравнительно небольшой массе.
Конструкции коленчатых валов отличаются сложностью. Их форма определяется числом и расположением цилиндров, порядком работы двигателя и числом коренных опор. Основными частями коленчатого вала являются коренные шейки 3, шатунные шейки 2, щеки 4, противовесы 5, передний конец (носок 1) и задний конец (хвостовик 6) с фланцем.
К шатунным шейкам коленчатого вала присоединяют нижние головки шатунов. Коренными шейками вал устанавливают в подшипниках картера двигателя. Соединяются коренные и шатунные шейки при помощи щек. Плавный переход от шеек к щекам, называемый галтелью, позволяет избежать концентрации напряжений и возможных поломок коленчатого вала. Противовесы предназначены для разгрузки коренных подшипников от центробежных сил, возникающих на кривошипах вала во время его вращения. Их, как правило, изготавливают как единое целое со щеками.
Для обеспечения нормальной работы двигателя к рабочим поверхностям коренных и шатунных шеек необходимо подавать моторное масло под давлением. Масло поступает из отверстий в картере к коренным подшипникам. Затем оно через специальные каналы в коренных шейках, щеках и шатунных шейках попадает к шатунным подшипникам. Для дополнительной центробежной очистки масла в шатунных шейках имеются грязеуловительные полости, закрытые заглушками.
Коленчатые валы изготавливают методом ковки или литья из среднеуглеродистых и легированных сталей (может применяться также чугун высококачественных марок). После механической и термической обработки коренные и шатунные шейки подвергают поверхностной закалке (для повышения износостойкости), а затем шлифуют и полируют. После обработки вал балансируют, т. е. добиваются такого распределения его массы относительно оси вращения, при котором вал находится в состоянии безразличного равновесия.
В коренных подшипниках применяют тонкостенные износостойкие вкладыши, аналогичные вкладышам шатунных подшипников. Для восприятия осевых нагрузок и предотвращения осевого смещения коленчатого вала один из его коренных подшипников (обычно передний) делают упорным.
Технические условия на контроль, сортировку и восстановление коленчатых валов и противовесов
Дефектация, восстановление коленчатых валов и контроль их после восстановления осуществляются на основании технических условий. Технические условия на контроль, сортировку и восстановление коленчатого вала представлены в табл. 22, а противовесов — в табл. 23.
![]()
Деталь № 740.1005020
Материал: сталь 42ХМФА-Ш
Твердость шеек: HRC 60
Таблица 22.
| Номер позиции на рисунке | Возможные дефекты | Способ установления дефекта и средства контроля | Размер, мм | Рекомендации по устранению дефектов | |
| по рабочему чертежу | допустимый без ремонта | ||||
| — | Обломы и трещины | Дефектоскоп | Браковать | ||
| 1 | Изгиб вала | Стенд контроля прогиба | Биение средней коренной шейки не более 0,03 мм | Править при биении более 0,03 мм | |
| 2 | Увеличение длины шатунных шеек | Калибр 67,5 | 67+0,12 | 67,5 | Браковать при увеличении длины более 67,5 мм |
| 3 | Износ шатунных шеек dш | Скобы | — | — | Шлифовать шатунные шейки под ремонтный размер |
| Уменьшение диаметров шеек меньше номинального | Скоба 79,98 | 30-0,013 | 79,98 | ||
| 4, (1, 5, 16, 17) | Износ коренных шеек dк | — | — | — | Шлифовать коренные шейки под ремонтный размер |
| Уменьшение диаметров шеек меньше номинального | 94,98 | 95-0,015 | 94,98 | — | |
| 6 | Износ шейки под противовес передней шестерни привода масляного насоса | Скоба 125,07 | 125 | — | — |
| 7 | Вмятины и забоины на направляющем штифте | Осмотр | — | — | Заменить штифт |
| Ослабление посадки направляющего штифта | Проверить посадку легкими ударами медного молотка | — | — | То же | |
| Износ отверстия под направляющий штифт | Пробка 11,99 | 12 | 11,99 | Обработать под ремонтный размер | |
| 8 | Износ шпоночного паза под противовес и шестерню привода масляного насоса | Калибр 6,00 | 6 | 6,0 | Обработать под ремонтный размер 6 |
| 9 | Нарушение взаимного углового расположения относительно 1-й шатунной шейки: | Приспособление для проверки углового расположения шатунных шеек | — | — | Браковать при угловом расположении более +25° |
| 2-й шатунной шейки | 90° ± 10° | — | — | ||
| 3-й шатунной шейки | 180° ± 10° | — | — | ||
| 10 | Изменение радиуса кривошипа г | Приспособление для замера радиуса | 60^+0,05 | — | Браковать при радиусе меньше 60,2 мм |
| 11 | Риски, задиры или износ шейки под манжету | Скоба 104,7 | 105^-0,14 | 125,07 | Шлифовать до устранения рисок и задиров |
| — | 104,70 | ||||
| 12 | Износ шпоночного паза под противовес задний и шестерню распределительную | Калибр 8,00 | 8 | 8,00 | Обработать под ремонтный размер 8,5 |
| 13 | Износ отверстия под подшипник первичного вала коробки передач | Пробка 52,01 | 52 | 52,01 | Поставить втулку |
| 14 | Биение заднего торца коленчатого вала | Индикаторное приспособление | — | — | Шлифовать поверхность шейки 15 до устранения биения |
| 15 | Увеличение длины задней коренной шейки, риски и задиры на упорной поверхности | Калибр 36,55 | 36,2^+0,05 | 36,55 | Отработать до выведения следов износа; при сборке ставить упорные кольца ремонтного размера |
Деталь № 740.1005026
Материал: Сталь 35
Твердость противовеса: НВ 167—212
Таблица 23.
| Номер позиции на рисунке | Возможные дефекты | Способ установления дефекта и средства контроля | Размер, мм | Рекомендации по устранению дефектов | |
| по рабочему чертежу | допустимый без ремонта | ||||
| — | Обломы или трещины | Магнитный дефектоскоп, осмотр | — | — | Браковать |
| 1 | Износ отверстия под шейку коленчатого вала | Пробка 125,03 | 125^0,01 | 125,03 | Осталивание |
| 2 | Износ шпоночного паза b | Калибр 6,0 | 6 | 6,10 | Заварить электродуговым способом; фрезеровать шпоночный паз |
Кривошипно-шатунный механизм. Из чего сотсоит и как работает?
В соответствии с предназначением кривошипно-шатунный механизм (сокращенное название – КШМ) воспринимает давление газов, возникающих при сгорании топливно-воздушной смеси в цилиндрах двигателя, и преобразует его в механическую работу по вращению коленчатого вала.
Кривошипно-шатунный механизм состоит из следующих основных элементов:
1)поршни;2)шатуны;3)гильзы (втулки) цилиндров;3)коленчатый вал;4)маховик.
Поршень воспринимает давление расширяющихся при высокой температуре газов и передает его на шатун. Поршень изготавливается из алюминиевых сплавов. Возвратно-поступательное движение поршня осуществляется в гильзе цилиндра.









Поршень состоит из единых головки и юбки. Головка поршня может иметь различную форму (плоскую, выпуклую, вогнутую и др.), в ней также может быть выполнена камера сгорания (дизельные двигатели). В головке нарезаны канавки для размещения поршневых колец. На современных двигателях используется два типа колец: маслосъемные и компрессионные. Компрессионные кольца препятствуют прорыву газов в картер двигателя. Маслосъемные кольца удаляют излишки масла на стенках цилиндра. В юбке выполнены две бобышки для размещения поршневого пальца, который соединяет поршень с шатуном.
Шатун передает усилие от поршня к коленчатому валу, для этого он имеет шарнирное соединение и с поршнем и с коленчатым валом. Шатуны изготавливаются, как правило, из стали путем штамповки или ковки. Шатуны двигателей спортивных автомобилей отлиты из сплава титана.
Конструктивно шатун состоит из верхней головки, стержня и нижней головки. В верхней головке размещается поршневой палец. Предусматривается вращение поршневого пальца в головке шатуна и бобышках поршня. Такой палец имеет название «плавающий». Стержень шатуна имеет двутавровое сечение. Нижняя головка выполнена разборной, что позволяет обеспечить соединение с шейкой коленчатого вала. Современной технологией является контролируемое раскалывание цельной нижней головки шатуна. Благодаря неповторимой поверхности излома обеспечивается высокая точность соединения частей нижней головки.
Коленчатый вал воспринимает усилия от шатуна и преобразует их в крутящий момент. Коленчатые валы изготавливаются из высокопрочного чугуна и стали. Коленчатый вал состоит из коренных и шатунных шеек, соединенных щеками. Щеки выполняют функцию уравновешивания всего механизма. Коренные и шатунные шейки вращаются в подшипниках скольжения, выполненных в виде разъемных тонкостенных вкладышей. Внутри шеек и щек коленчатого вала просверлены отверстия для прохода масла, которое к каждой их шеек подается под давлением.
На конце коленчатого вала устанавливается маховик. В настоящее время применяются т.н. двухмассовые маховики, представляющие собой упруго соединенных два диска. Через зубчатый венец маховика производится запуск двигателя стартером.
Для предотвращения крутильных колебаний (чередующееся закручивание и раскручивание коленчатого вала) на другом конце коленчатого вала может устанавливаться гаситель крутильных колебаний. Гаситель колебаний состоит из двух металлических колец, соединенных через упругую среду (эластомер, вязкое масло). На внешнем кольце гасителя крутильных колебаний выполнен ременной шкив (звездочка цепи).
В совокупности поршень, шатун и гильза цилиндров образуют цилиндро-поршневую группу или просто цилиндр. Современный двигатель может иметь от одного до 16 (Bugatti Veyron) и более цилиндров.
Различают следующие компоновочные схемы расположения цилиндров в двигателе:
1)рядная (оси цилиндров расположены в одной плоскости);2)V–образная (оси цилиндров расположены в двух плоскостях);3)оппозитная (оси цилиндров расположены в двух плоскостях под углом 180°);4)VR (оси цилиндров расположены в двух плоскостях под малым углом);5)W–образная (две VR схемы, расположенных V-образно со смещением на одном коленчатом валу).
Компоновочная схема определяет уровень балансировки двигателя. Наилучшую балансировку имеет двигатель с оппозитным расположением цилиндров. Достаточно сбалансирован рядный четырехцилиндровый двигатель. V-образный двигатель имеет наилучшую балансировку при значении угла между цилиндрами 60° и 120°.
Для уменьшения вибрации в рядных двигателях применяются балансирные валы, расположенные под коленчатым валом в масляном поддоне.
Как провести замену поршневых колец на Ваз
Итак, прежде чем переходить к процессу под названием замена поршневых колец ваз 21083, необходимо разобрать сам двигатель. Для начала его нужно снять с автомобиля, а уже затем приступить к разбору. На том, как снимать двигатель мы останавливаться не будем, а перейдем непосредственно к его разбору.
Разбор двигателя Ваз
Для начала следует закрепить двигатель к поворотному устройству специального типа, которое поможет нам грамотно и быстро разобрать его.
Итак, начали:
- вынимаем топливный шланг из бензонасоса (для этого следует расслабить хомут отверткой);
- берем ключ на 13 и отворачиваем две гайки, которые фиксируют насос к двигателю;
- извлекаем его;
- действуя отверткой, снимаем также промежуточный толкатель бензонасоса.
- начинаем отсоединять провода свечей зажигания;
- извлекаем также резиновую трубочку вакуумного регулятора;
- ключом на 13 расслабляем крепежи, фиксирующие распределить зажигания и снимаем его (для начала извлекаем фиксационный кронштейн).
- настала очередь генератора;
- откручиваем гайку натяжителя;
- подвигаем генератор к двигателю;
- снимаем ремень;
- откручиваем гайку, находящуюся на нижнем креплении;
- извлекаем болт;
- вынимаем генератор.
- извлекаем водяные патрубки, идущие от карбюратора;
- берем торцевой ключ и отворачиваем болты, фиксирующие помпу;
- извлекаем саму помпу, аккуратно постукивая молоточком (это делается для того чтобы разрушить накипь);
- извлекаем масляный фильтр (можно руками или специальным инструментом);
- ключом на 13 извлекаем крышку сапуна вместе с щупом, который проверяет масло;
- снимаем датчики давления масла (чтобы их не повредить, следует аккуратно отворачивать);
- снимаем приводной шкив коленчатого вала;
- снимаем маховик, перевернув двигатель;
- снимаем пластину.
Продолжаем разборку двигателя:
- головкой на 10 расслабляем три болта крышки двигателя;
- вынимаем крышку;
- откручиваем крышку головки цилиндров;
- снимаем аккуратно фигурные шайбы, после чего снимаем крышку;
- снимаем прокладку (тщательно проверяем ее и если есть повреждения, сразу же сменяем);
- демонтируем цепной привод;
- снимаем звездочки и цепь;
- снимаем шестерню;
- откручивам 9 гаек, фиксирующих пинал;
- снимаем головки цилиндров.
Подгонка новых колец
Замена поршневых колец на ваз 21083 подразумевает их правильную установку. После того, как двигатель будет разобран, необходимо взять кольцо пальцами и развести в разные стороны. Делается это не сильно, примерно на один сантиметр. После этого, нужно отпустить кольцо и края его должны встать краями напротив друг друга. Если же края не встают ровно друг против друга, значит кольцо негодное и его место на свалке.
Внимание: Новые кольца, прежде чем их установить, нужно подогнать. Процесс подгонки проводится под цилиндр двигателя
Зачем это нужно? Чтобы кольца имели идеальную стыковку с поверхностью цилиндра. Об этом было сказано выше. Одним словом, подгонка подразумевает проверку зазора между кольцом и поверхностью цилиндра. Для того чтобы провести операцию данного типа, необходимо воспользоваться щупом.







- берем щуп;
- мерим зазор, установив кольцо на цилиндр и придавив сверху поршнем.
Правильный зазор должен быть равен значению в пределах 0,25-0,45 мм. В случае, если зазор больше данного значения, необходимо кольцо заменить на другое.
Вставляем кольца поршневые
Вот мы и подошли к самому главному. Данное видео поможет Вам правильно все увидеть своими глазами всю работу. Прежде, чем ставить кольца, необходимо посмотреть на надпись, как показано на данном фото:
Внимание: Данная надпись означает верхнюю часть кольца. В некоторых случаях, хотя это бывает редко, вместо надписи используются кромки в некоторых местах
Установка колец проводится несколькими способами. Первый из них подразумевает установку с помощью металлических пластинок. Начали:
- своими руками нарезаем несколько пластин из металла листового, имеющего толщину 0.4 мм;
- заводим пластинки под кольцо;
- после установки кольца, как рекомендует инструкция, пластинки вынимаются (метод поможет новичкам-автомобилистам).
Другой способ установки подразумевает разжимание кольца двумя пальцами и непосредственную установку на цилиндр. Существует еще один способ, который потребует определенной практики и железных нервов. Если недостаточно иметь терпения, то кольцо может легко лопнуть, а цена на них известно какая. Поэтому данный способ подойдет лишь опытным специалистам. После установки колец их размещают таким образом, чтобы разрезы находились под углом 120 градусов друг от друга. Таким образом, уменьшается прорыв газов в картер. Вот и все. На этом заканчивается пособие по замене поршневых колец на Ваз.
Менять крышки местами не допускается
Блок цилиндров имеет продольный масляный канал, от которого по поперечным каналам масло подводится к коренным подшипникам коленчатого вала, а затем к шейкам распределительного вала и форсункам для охлаждения поршней. Форсунки для охлаждения поршней установлены в блоке цилиндров в верхней части второй, четвертой и шестой опор коленчатого вала.
На водораспределительном канале блока цилиндров имеется площадка для установки жидкостно-масляного теплообменника. Подвод и отвод масла от теплообменника осуществляется по каналам в блоке.
Для повышения жесткости нижняя плоскость блока цилиндров смещена вниз на 80 мм относительно оси коленчатого вала. К переднему торцу блока прикреплен стальной щит распределения и крышка распределения, а к заднему — стальной лист, посредством которого дизель соединяется с остовом трактора (машины). Передней опорой дизеля служат два кронштейна, установленные на боковых поверхностях блока цилиндров.
Снизу блок цилиндров закрыт масляным картером.
1.2.2.2 Головки цилиндров
Головки цилиндров отлиты из чугуна (одна головка на три цилиндра) — взаимозаменяемые. Во внутренних полостях головок цилиндров имеются впускные и выпускные каналы, закрываемые клапанами.
Для обеспечения отвода тепла головки цилиндров имеют внутренние полости, в которых циркулирует охлаждающая жидкость.
Головки цилиндров имеют вставные седла клапанов, изготовленные из жаропрочного и износостойкого сплава. На головках цилиндров устанавливаются форсунки (по 3 на каждую головку), стойки, оси коромысел с коромыслами, крышки головок и колпаки крышек, закрывающие клапанный механизм. С левой стороны (со стороны топливного насоса) в головках цилиндров установлены по три свечи накаливания
Для уплотнения разъема между головками и блоком цилиндров на дизелях Д-260.1S4 и Д-260.2S4 установлена прокладка из безасбестового полотна, на дизеле Д-260.4S4 установлена металлическая прокладка. Отверстия для гильз цилиндров и масляного канала окантованы листовой сталью. С обеих сторон прокладки по наружному контуру, а также по контуру отверстий расположенных в зонах каналов систем смазки и жидкостного охлаждения, трафаретно- рельефным способом нанесен эластомерный уплотнитель. При сборке дизеля цилиндровые отверстия прокладки дополнительно окантовываются фторопластовыми кольцами.
1.2.2.3 Кривошипно-шатунный механизм
Основными деталями кривошипно-шатунного механизма являются: коленчатый вал с коренными и шатунными подшипниками, маховик, поршни с поршневыми кольцами и пальцами, шатуны.
Коленчатый вал — стальной, имеет семь коренных и шесть шатунных шеек.
Осевое усилие коленчатого вала воспринимается четырьмя биметаллическими сталеалюминиевыми полукольцами, установленными в расточках блока цилиндров и крышки четвертого коренного подшипника. Впереди и сзади коленчатый вал уплотняется манжетами. На передний конец вала устанавливаются: с натягом шестерня привода механизма газораспределения (шестерня коленчатого вала) и шестерня привода масляного насоса, шкив привода водяного насоса, генератора, компрессора кондиционера воздуха (на тракторе).









Для снижения уровня крутильных колебаний коленчатого вала на ступице шкива установлен демпфер силиконовый.
Поршень изготовлен из алюминиевого сплава. В днище поршня выполнена камера сгорания. В верхней части поршень имеет три канавки — в первые две устанавливаются компрессионные кольца, в третью — маслосъемное кольцо с расширителем.
Поршневой палец полый, изготовлен из хромоникелевой стали. Осевое перемещение пальца в бобышках поршня ограничивается стопорными кольцами.
Шатун — стальной, двутаврового сечения. В верхнюю головку его запрессована втулка. Для смазки поршневого пальца в верхней головке шатуна и втулке имеется отверстие.
Расточка нижней головки шатуна под вкладыши производится в сборе с крышкой. Шатун и крышка имеют одинаковые номера, набитые на их поверхностях.
Крышки шатунов не взаимозаменяемы
Кроме того, шатуны имеют весовые группы по массе верхней и нижней головок. Обозначение группы по массе наносится на торцовой поверхности верхней головки шатуна.
Источник
Правила сборки деталей КШМ
При сборке узлов и деталей групп кривошипно-шатунного механизма следует придерживаться определенных правил и требований, иначе можно повредить двигатель при запуске и работе.
![]()
Так, например, поршень современного поршневого двигателя внутреннего сгорания имеет ряд конструктивных элементов, которые не всегда можно обнаружить простым осмотром. В частности, отверстие под палец смещено относительно центральной оси симметрии поршня, а на его юбке имеются разрезы и проточки, которые, при неправильной установке поршня, могут вызвать его разрушение и поломку.
Кроме того, детали многоцилиндровых двигателей подбираются методом селекции по размерам и массе, чтобы уменьшить дополнительные инерционные нагрузки. По этим причинам монтаж узлов и деталей КШМ требует внимательности и знаний правил их сборки.
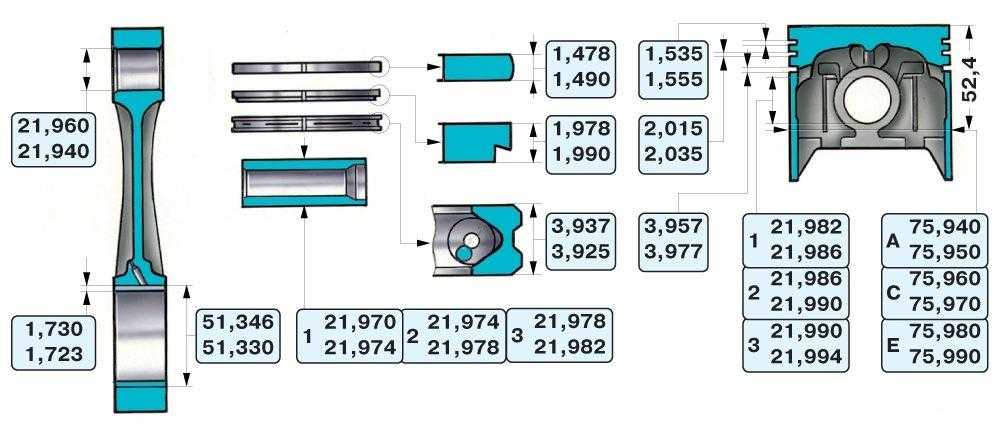
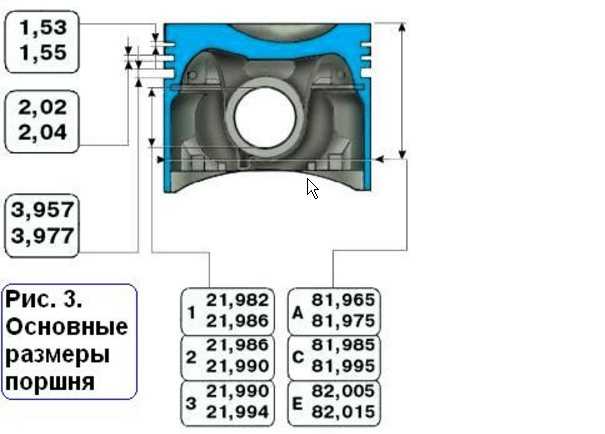
Особенности сборки поршней и гильз цилиндров
Поршни и гильзы цилиндров устанавливают комплектно в соответствии с размерами деталей. Массы различных поршней не должны отличаться друг от друга более чем на 2…8 гр. Поршни устанавливают меткой (обычно в виде стрелки) на днище поршня вперед по ходу движения. На некоторых поршнях вместо метки применяют надпись «Перед».
Точная установка поршня при сборке вызвана ослаблением юбки прорезью с одной стороны и смещением поршневого пальца от оси цилиндра в сторону. При установке поршней, имеющих выточки под клапаны, необходимо следить за правильным расположением выточек, иначе можно погнуть стержни клапанов при запуске двигателя.
При установке гильз резиновые уплотнительные кольца обязательно следует менять на новые.
Поршень, палец и шатун комплектуются из деталей только одной размерной группы. Во избежание задиров на сопряженных поверхностях сборку пальца с поршнем производят после нагрева поршня в чистом масле до температуры 80…100 ˚С.
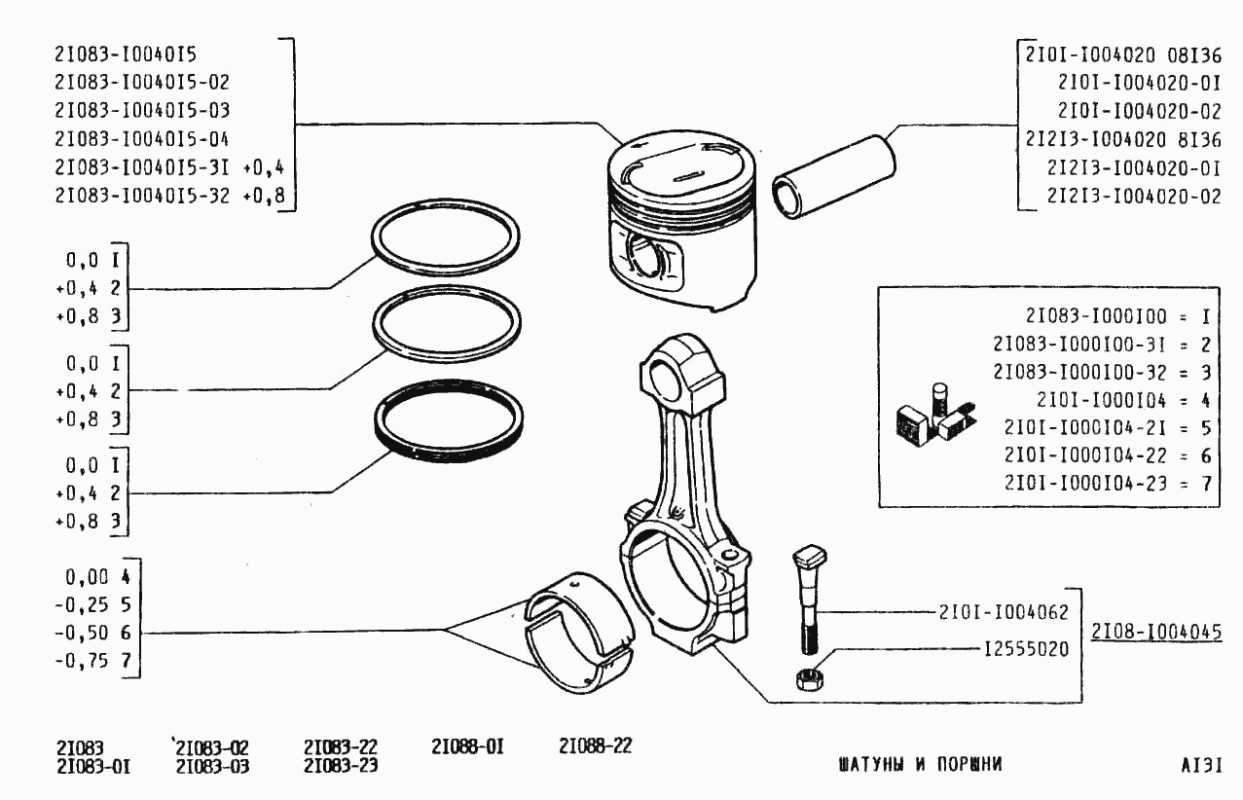
Особенности сборки поршневых колец
Компрессионные кольца устанавливаются на поршень так, чтобы выточка на внутренней поверхности колец была обращена вверх (рис. 1). При этом стыки замков колец должны быть смещены друг относительно друга на 180˚ при двух и на 120˚ при трех компрессионных кольцах.
При установке составных маслосъемных колец замки их плоских дисков располагаются под углом 180˚ один к другому и под углом 90˚ к замкам компрессионных колец. При этом замки осевого 3 и радиального 4 расширителей должны быть расположены под углом 90˚ к ним.
![]()
При установке чугунного маслосъемного кольца замки всех поршневых колец располагают относительно друг друга под углом 90˚.
Особенности сборки шатунной группы
На боковой поверхности стержня шатунов наносят метки, номер шатуна и его массу.
При установке на двигатель с V-образным расположением цилиндров поршня в сборе с шатуном метка или номер на стрежне шатуна и стрелка на днище поршня для левого ряда цилиндров должны быть направлены в одну сторону, а для правого ряда – в разные стороны. Кроме того, на крышках шатунов некоторых двигателей выбивается порядковый номер цилиндра. Сами крышки при сборке должны быть закреплены на шатуне в том же положении, что и до разборки, для чего на крышках наносят метки, которые обращены в ту же сторону, что и метка на стержне шатуна или его номер.










Особое внимание следует уделять монтажу крышек коренных подшипников в блок-картер двигателя. Каждая крышка должна быть установлена строго на свое место, поскольку при изготовлении блок-картера на заводе-изготовителе отверстия под коренные шейки коленчатого вала, образованные крышками и блоком, растачиваются после сборки этих деталей совместно, после чего их нельзя менять местами
Обычно крышки коренных подшипников имеют цифровую нумерацию, указывающую их место в блок-картере, тем не менее, при демонтаже этих деталей их следует тщательно метить, чтобы при сборке случайно не поменять местами.
При сборке КШМ следует соблюдать требуемые величину моментов и порядок затяжки болтов или шпилек крепления подшипников коленчатого вала, а также головки блока цилиндров. Болты и шпильки головки блока цилиндров затягиваются в строго определенной последовательности – от центра к краям, крест-накрест, чтобы избежать ее коробления при затяжке.
Источник
Оплата через PayPal
После выбора оплаты через PayPal запустится платежная система PayPal, где требуется выбрать способ оплаты банковская карта или аккаунт PayPal.
Если у Вас уже есть аккаунт PayPal, то Вам необходимо зайти в него и осуществить платеж.
Если у Вас нет аккаунта в PayPal, и Вы хотите оплатить с помощью банковской карты через PayPal, Вам необходимо нажать на кнопку «Create an Account (Создать аккаунт)» — на рисунке показано стрелочкой.
После чего PayPal предложит вам выбрать Вашу страну и указать данные кредитной карты.
После указания данных, необходимых для осуществления платежа, надо нажать на кнопку «Pay Now (Оплатить)».
Поршень
Поршень представляет собой металлический стакан сложной формы, устанавливаемый в цилиндре днищем вверх. Он состоит из двух основных частей. Верхняя утолщенная часть называется головкой, а нижняя направляющая часть — юбкой. Головка поршня содержит днище 4 (рис. а) и стенки 2. В стенках проточены канавки 5 для компрессионных колец. Нижние канавки имеют дренажные отверстия 6 для отвода масла. Для увеличения прочности и жесткости головки ее стенки снабжены массивными ребрами 3, связывающими стенки и днище с бобышками, в которых устанавливается поршневой палец. Иногда оребряют также внутреннюю поверхность днища.
Юбка имеет более тонкие стенки, чем у головки. В ее средней части расположены бобышки с отверстиями.
![]()
Днища поршней могут быть плоскими (см. а), выпуклыми, вогнутыми и фигурными (рис. б—з). Их форма зависит от типа двигателя и камеры сгорания, принятого способа смесеобразования и технологии изготовления поршней. Самой простой и технологичной является плоская форма. В дизелях применяются поршни с вогнутыми и фигурными днищами (см. рис. е—з).
При работе двигателя поршни нагреваются сильнее, чем цилиндры, охлаждаемые жидкостью или воздухом, поэтому расширение поршней (особенно алюминиевых) больше. Несмотря на наличие зазора между цилиндром и поршнем, может произойти заклинивание последнего. Для предотвращения заклинивания юбке придают овальную форму (большая ось овала перпендикулярна оси поршневого пальца), увеличивают диаметр юбки по сравнению с диаметром головки, разрезают юбку (чаще всего выполняют Т- или П-образный разрез), заливают в поршень компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна, или принудительно охлаждают внутренние поверхности поршня струями моторного масла под давлением.
Поршень, подвергающийся воздействию значительных силовых и тепловых нагрузок, должен обладать высокой прочностью, теплопроводностью и износостойкостью. В целях уменьшения инерционных сил и моментов у него должна быть малая масса. Это учитывается при выборе конструкции и материала для поршня. Чаще всего материалом служит алюминиевый сплав или чугун. Иногда применяют сталь и магниевые сплавы. Перспективными материалами для поршней или их отдельных частей являются керамика и спеченные материалы, обладающие достаточной прочностью, высокой износостойкостью, низкой теплопроводностью, малой плотностью и небольшим коэффициентом теплового расширения.





